Размеры готовой продукции:

|
Модель
|
NEWTOP-1250S / NEWTOP-1250C
|
|
D1 (верхний диаметр)
|
100 – 145 мм / 100 – 130 мм
|
|
D2 (нижний диаметр)
|
80 – 115 мм / 80 – 100 мм
|
|
H (высота общая)
|
50 – 110 мм / 110 – 180 мм
|
|
h (высота нижнего бортика)
|
5 – 10 мм / 5 – 10 мм
|
|
Объём чаш
|
280– 1250 мл / 700 – 1770 мл
|
Технические параметры станков для бумажных чаш и ведёрок:
|
Модель
|
NEWTOP-1250S / NEWTOP-1250C
|
|
Картон для боковой стенки чаши
|
с односторонней PE ламинацией / с двухсторонней PE / PLA ламинацией
|
|
Картон для дна чаши
|
с односторонней и двухсторонней PE ламинацией
|
|
Толщина материала
|
0,2825-0,445мм
Оснастка изготавливается для определённого размера стакана и под определённую толщину картона. Изменение толщины картона допускается в пределах не более ±0,015мм.
|
|
Производительность
|
90 – 120 шт/мин, 5400 – 7200 шт/ч
80 – 120 шт/мин, 4800 – 7200 шт/ч
|
|
Способ склейки
|
-
Боковая стенка - предварительный нагрев с двух сторон+ ультразвуковая сварка по шву
-
Дно к боковине - термо
|
|
Потребляемая мощность
|
31кВт, 380В, три фазы, 50Гц
|
|
Давление воздуха в системе
|
0,6 - 0,8 МПа
|
|
Расход воздуха
|
0,6 м3/мин
|
|
Смазка привода
|
Трансмиссионное масло 70 л (пример - 80W-90 - синтетика)
|
|
Вес
|
3400 кг / 3500 кг
|
|
Габаритные размеры (ДхШхВ)
|
3100х1600х2350 мм / 3000х1600х2350 мм
|
|
Габаритный размер приёмного стола (ДхШхВ)
|
1200х600х1900 мм / 1230х720х1900 мм
|
|
Габаритные размеры стола автоматической подачи (ДхШхВ)
|
2100х600х1300 мм
|
|
Диаметр втулки рулона роля для дна
|
75 мм
|
|
Диаметр рулона роля для дна, max
|
900 мм
|
|
Ширина рулона роля для дна
|
90 -160 мм
|
Основные конструктивные элементы:
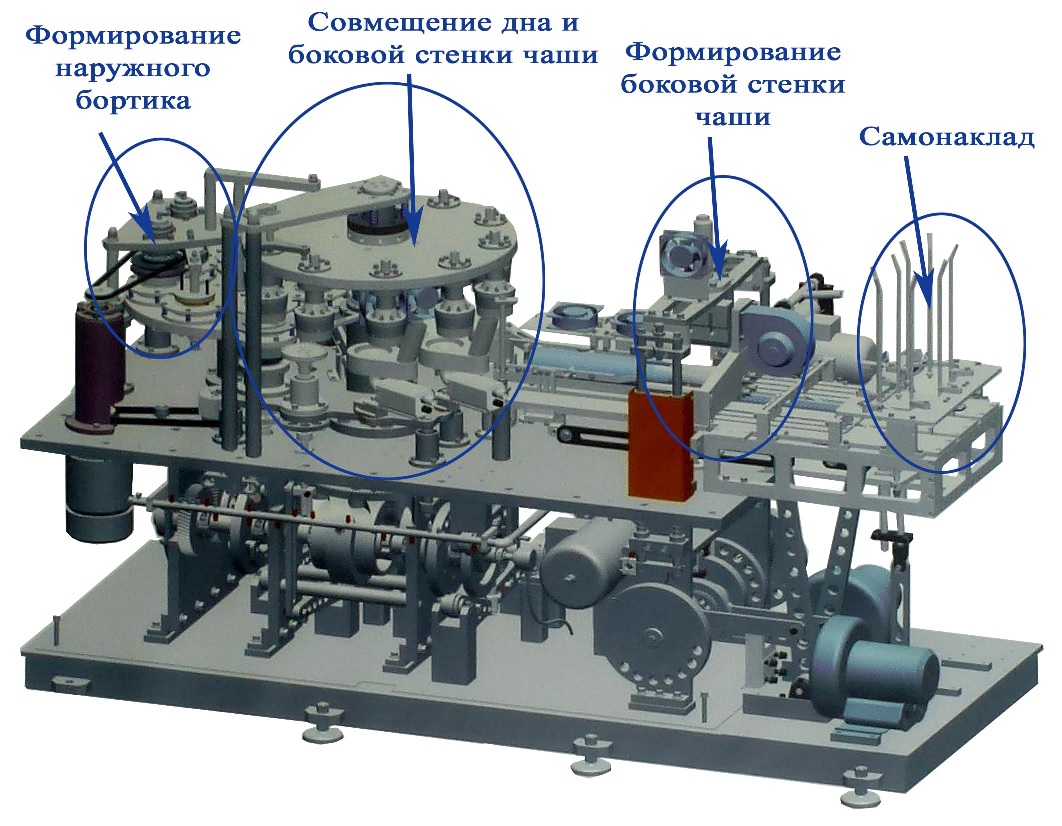
Данные модели станков для производства бумажных ведер и супниц NEWTOP конструктивно почти одинаковы, различия только в высоте «карусели» с молдами, и скорости работы.
1. Самонаклад – подача снизу стопы присосками. Для обеспечения непрерывной работы машину рекомендуется оснастить дополнительным выносным конвейерным столом
2. Узел формовки и ультразвуковой сварки – заготовка перед сваркой проходит через устройство предварительного нагрева. После формирования и сварки боковой стенки, шов охлаждается вентиляторами
3. Вырубка дна с конвейером для облоя – автоматическая вырубка и подача дна в машину. Шаговый мотор обеспечивает задаваемый с пульта шаг вырубки
4. Совмещение и сварка дна и стенок с помощью термического нагревательного элемента Leister
5. Формирование наружного полукруглого бортика по краю изделия с использованием силиконового масла
6. Устройство размотки рулона ламинированного картона для донышка - контроль подачи и наличия полотна обеспечивает оптический сенсор; натяжение полотна механическое; пневматический подъём/опускание роля
7. Система контроля качества продукции CCD test system (опция); с одной или двумя камерами
8. Сенсорный монитор управления – русифицированный интерфейс; 7 дюймов по диагонали
9. Приёмный выносной стол где продукция собираются в стопу по задаваемому количеству
10. Привод - высокоточная и надёжная система привода кулачкового типа
11. Электрические и электронные компоненты - PLC и частотные преобразователи, автоматы Schneider; сервопривод DELTA
12. При оснащении станков для бумажных чаш автоматическим выносным столом обеспечивается непрерывная работа, так как у оператора высвобождается время для технологичной подготовки к загрузке следующей партии заготовок